
Richard Burgess, Les Miller and David VanLangevelde –
As Mark Twain famously said, «It’s not the size of the dog in the fight, but the size of the fight in the dog.» The same might be said of bearings. In many applications, a thin section bearing will do the job of a bigger, heavier bearing while providing space and weight savings that reduce overall system cost.
The principle behind thin section bearings is simple: instead of the cross-section increasing with the bore size, it starts relatively small and stays constant. This produces larger ratios of diameter to radial section (as much as 80:1 vs. ratios as low as 1.7:1 for conventional bearings) that lead to space and weight savings of up to 85 percent. Such savings typically have a ripple effect, producing more savings throughout the system.
In general, thin section bearings have a radial cross-section that is less than one-fourth their bore diameter and a radial cross-section less than twice the diameter of the rolling-element. Nevertheless, their load capacity is more than adequate for many applications… not just when a shaft is lightly loaded. (For a closer look at dynamic radial load capacities, see the Kaydon white paper, “Not All Thin Section Bearings Are Created Equal”.)
Many sizes and configurations
Thin section bearings are offered in a variety of standard cross-sections. The Reali-Slim line, made exclusively by Kaydon Bearings Division, comes in cross-sections from 3/16” to 1” square. Standard bore diameters range from 0.787» to 40» (20 mm to 1 m). The most common are from 0.787” to 8” (20 mm to 203 mm), with custom bore diameters as large as 52” (1.3 m).
Kaydon also offers the Ultra-Slim line of bearings, which are 2.5 mm wide with 3 mm cross sections and bores ranging from 35 mm to 170 mm.
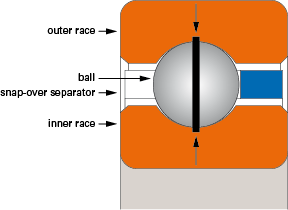
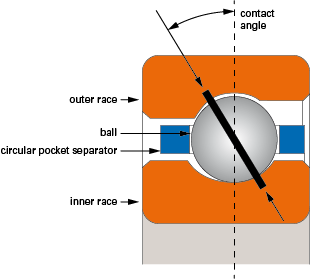
Designers can choose from radial, angular contact and four point designs. Angular contact bearings have an open design, while radial and four-point contact bearings can be open or have seals to retain lubrication and keep out contaminants (figg. 1,2 and 3).
Radial contact bearings are intended primarily for pure radial loads, but with deep ball grooves can accept some thrust load in either direction. If an increased diametral clearance is specified, the contact angle under axial load increases to give greater thrust capacity.
Angular contact bearings can support radial and unidirectional thrust load. They are usually mounted in opposed pairs because they require a thrust load to establish the proper contact angle between ball and races.
Four-point contact bearings can support any combination of radial, thrust and moment loading. A single four-point contact bearing can often do the job of two angular-contact bearings.
Like conventional bearings, thin section types are manufactured in a range of tolerances to meet ABMA standards.
Balls and races are typically manufactured from AISI 52100 steel, but can be made from M50 tool steel or 440C stainless steel.

Kaydon has manufactured custom bearings of beryllium copper and aluminum, and can add surface treatments. With a thin dense chrome coating, for example, 52100 steel can have the corrosion resistance of 440C.
Separators
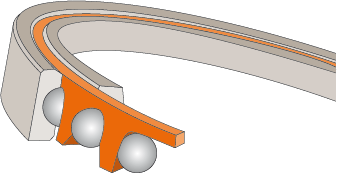
Radial contact and four-point-contact ball bearings typically have snap-over, continuous ring separators, while angular contact bearings use circular-pocket, continuous ring separators. Standard materials are brass, low-carbon steel, and glass-fiber-reinforced nylon. For applications requiring corrosion resistance or high-speed operation, stainless steel or phenolic laminate separators are often used (fig.4).
Formed wire separators or segmental cages are an alternative when more balls than usual are needed — e.g., high load capacity at low speed. In low speed positioning applications where torque uniformity is a major requirement, ball separation can be accomplished with specially designed helical compression springs, toroid ball spacers.
Seals and shields
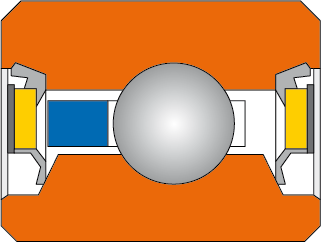
Like other bearings, a thin section bearing performs best when the rolling elements are kept clean and lubricated. This can be accomplished with a seal, which makes positive contact with the inner race, or a non-contacting shield. Speed, torque, and lubricant must all be considered when choosing a seal or shield. A seal is generally more effective, but generates more torque. This results in more heat and reduces the bearing’s limiting speed.
Integral seals – often chosen to minimize the overall design – are typically molded of nitrile rubber and are reinforced with steel. Where required, separate ring-type seals may be used (fig. 5).
Design considerations
Thin section bearings can be used to particularly good advantage where bearing cross-section can be specified early in the design process. (And it’s important to consider them early, to take advantage of the ripple effect savings noted earlier.) They are best-known for saving space and weight, but have many other advantages.
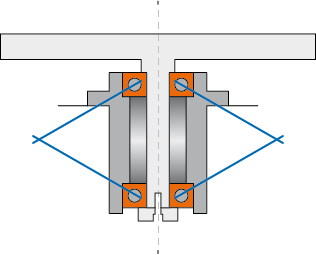
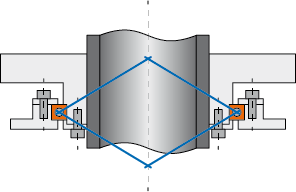
Thin section bearings are excellent choices for applications requiring high stiffness, accurate positioning at low shaft speed, or a combination of radial, thrust, and moment loads. They permit designers to reduce housing sizes without changing shaft size, and use larger shafts to increase stiffness and/or provide space for other components (figg. 6 and 7).
Large-diameter tubular shafts – Conventional rotating kingpost configurations that use two bearings and a long shaft can be replaced with more compact designs using a single thin section bearing. The unique proportions of a thin section bearing allow the use of large-diameter hollow shafts where large-bore conventional bearings may not fit. Such shafts provide a convenient cavity through which to route electrical wiring, hydraulic lines and other apparatus, and an extra measure of protection. This approach has proven effective in packaging machines, radar installations, machine tool indexing tables, and many other applications.
Standardization – Thin section bearings provide opportunities for component standardization when product lines are manufactured in various sizes based on shaft diameter or power requirements. For example, using the same series of thin section bearings throughout a product line makes it possible to standardize on maximum shaft sizes and minimum housing sizes.
Speed and stiffness- Although published speed limits for a given bearing size are not necessarily the same for every manufacturer, maximum speeds for thin section bearings tend to be lower than for conventional rolling element bearings because the rings are significantly more flexible. This bearing support structure must compensate for this.
Distortion and deflection – The flexibility of thin section bearings does not affect their performance, provided the bearings are properly mounted and the races are uniformly supported (radially and axially). However, this flexibility makes them more sensitive to deflection under thrust or moment loading if radial support (via proper fit) is not sufficiently rigid. The flexible rings tend to conform to shaft or housing bore distortions.
For the same reason, any cutouts or projections in elements close to the bearing on either side should be designed to resemble the uniform sections as much as possible. Gussets or ribs sometimes provide too much stiffness at discrete points.
Low rolling element deflections – For a given bore size, thin section bearings have more rolling elements than conventional bearings, which decreases deflection at the ball-to-raceway contact. Such stiffness, when combined with proper constraint, is helpful in large-diameter bearing applications where limited bearing deflection at maximum load is especially desirable. Examples include radar pedestals, precision turntables and X-ray scanners.
Assuring proper fit
Changes in external fit can impose significant bearing loads that increase running torque and decrease life. To minimize this effect, the runout tolerances specified for the housing and shaft should be identical to those specified for the bearing. All tolerances – for shaft and housing-bore concentricity, shaft and housing shoulders, and corner squareness of all mounting surfaces – should be specified with care.
Thermal expansion, although easily overlooked, is another consideration. Since thin section bearings are often mounted in lightweight structures with thermal expansion rates different from that of bearing steel, particular attention should be given to temperature differentials between shaft and housing. Steel liners between the bearing and its seats are another way to control fit, and special diametral clearances can be provided to allow for changes in internal clearances.
As a rule of thumb, it’s a good idea to consult the bearing manufacturer when a change in fit creates an interference greater than or equal to the bearing diametral clearance, or a looseness greater than twice the diameter tolerance of the bearing race.
Lubrication and maintenance
Lubrication requirements for thin section bearings are substantially the same as for conventional bearings. In general, grease is used for pitch-line velocities up to 2,000 fpm and oil at higher speeds. The oil is delivered by a drip feed, flood, mist, or jet system, depending on the speed, operating environment and other conditions. Some high-speed applications do use grease; usually a special type. Maintaining a clean supply of lubricant should be the only maintenance needed, either by filtering the oil or purging and replenishing the grease (if needed). Thin section bearings, when properly selected, mounted and lubricated, perform as well as any other precision bearing, large or small.
Conclusion
For applications that demand maximum performance despite space and/or weight restrictions, designers should give serious consideration to thin section bearings. While they cannot be expected to match the load capacity of conventional bearings, they have more than enough capacity for a wide range of applications, while offering exceptional design flexibility and opportunities to reduce overall system size and cost.
For more information, or to discuss a potential application, please contact the application engineering department at Kaydon Bearings.
Typical applications
Thin section bearings have proven themselves in countless applications since Kaydon introduced them over 50 years ago. A few examples:
Aerospace
- Astronomy
- Armored vehicle sights
- Food processing
- Medical equipment
- Machine tools
- Packaging
- Radar and satellites
- Robotics
- Scanners
- Semiconductor fabrication
- Textile machinery
Fig. 7 – Large diameter shaft is hollow and needs just a single 4-point thin section bearing.



{kind=link}