

For material handling, we mean the transport or the handling in the strict sense, the stocking, the control and the protection of the material through the process of manufacturing, distribution and exposure of industrial products. The discipline of the so-called handling focuses on the methods, mechanical and computerized equipment and relative controls to accomplish these phases.
Luca Melideo
The material handling industry takes care of supplying methodologies and means for the correct implementation of these services. These systems start from the handling of simple pallets up to encompassing more complex systems, like warehouse travelling lifts. Material handling systems are fundamental part of Flexible Manufacturing Systems (FMS). In fact, they allow the provisioning of production processes and the displacement of parts of products, semi-finished or finished products. The automation of these systems has allowed decreasing manufacturing times. The implementation of control systems has permitted to create the so-called automated factory. The used facilities for the material handling change: in case of solid materials (for instance granular material), conveyor-type devices can be used, in the various solutions: with belt (or conveyor belt), with rollers, chains or buckets (or bucket elevator), with pneumatic transport. In handling fluid materials (liquids and gases) pumps are instead used (for liquids), compressors (for gases) and relative systems of tubes and junctions. Obviously, also the forklift is common means for the handling of materials, as well as cranes and overhead travelling cranes: but we will eventually talk about them in a next article.

Belt conveyors
The belt conveyor is a device used for the transport of objects or materials at disposal in mass (bricks, sand, foods, industrial products, packages and living beings) and intended for the processing on industrial scale, like the production in an assembly line. Compared to other transport forms, they feature the advantage of a low energy consumption, low surveillance cost and possibilities of big capacities. Depending on the application type, transport rollers can have arrangement in pair or in tern, concave or flat. Self-cleaning rollers, coated by rubber rings, are used for the return branch. Machines are equipped with a control group and safety/control devices, like the emergency stop with rope control, sensors for the rotation control and anti-skidding sensors. Conveyor belts with corrugated edges and “sidewall” bucket strips are made with a base conveyor belt with rigid texture on which are applied waved edges and buckets. They are the most efficient and reliable system for either very inclined or vertical transports and they are used in various industrial plants:
- Steelworks
- Mines
- Foundries
- Concrete mixing plants
- Electric power plants
- Tunnel building
- Waste treatment and recycling plants
- Sand, gravel and stone quarries
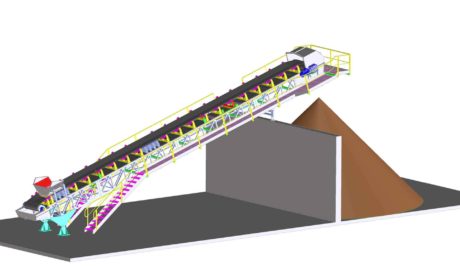
Conveyor belts with edges or Sidewalls are used to transport loose materials along big inclinations (also vertically) with high capacity values. This machine type represents an advantageous alternative to a series of conveyors (belt/elevator/belt), because it uses a single motor and allows eliminating intermediate transport spots, thus reducing the losses of material and the dust formation. Completely closed conveyor belts are particularly suitable for the transport of all dusty materials or when they can be swept away by wind. Covers are equipped with anti-dust seals and hinged doors for inspection and maintenance. These machines are generally equipped with a cleaning chain, which collects and reintroduces into the cycle the material fallen from the return branch of the conveyor. For the extraction of material from hoppers, are used extractor conveyors, with extremely resistant belts, closer impact rollers or impact bars in the loading zones, and low transport speeds. Besides extractors, there are other types of conveyor belts for special applications, like, for instance, reversible belts, mobile belts or with mobile head.

Transport lines or Pipe Conveyors
These machines consist of drive and transmission heads and of load zones that are identical to a standard conveyor belt’s, from which they differ for the particular shape of the central section. Immediately after the loading area, the belt closes around the material, taking a tubular shape for the whole length of transport and return branches. The tubular shape is maintained by six rollers, hexagon-arranged. Just before the drive head, the belt opens again, to perform the material unloading. Due to the complete belt closing, which prevents any type of material loss, transport lines can travel along both horizontal and vertical curves, following tortuous courses and bypassing eventual obstacles. The section of a transport line is minor than the equivalent conveyor belt, therefore space requisites are reduced and the weight of support structures is lower. The rubber belt of a pipe conveyor is folded on itself, up to forming a dust-proof tubular section that prevents even the minimal leak of the material transported inside and protects it from outer contaminations, rain and wetness included. Maintenance costs are minimal. Idle rollers always work on the clean side of the belt and this further improves the already low maintenance requirements that are typical of a standard conveyor belt. Both branches of the conveyor can be used simultaneously. Numerous structural solutions are available and the most complex transport systems, even on long distances, can be faced by minimizing the costs of support structures. The fully closed section, of both the transport branch and of the return branch, assures the complete absence of leaks or fall of material and dust. This eliminates any cleaning need along the conveyor’s path. The characteristic of being a sealed system, dust- and atmospheric agents-proof, avoids the need of building expensive containment tunnels to insulate and to protect the conveyor and the transported product from the outer environment.
Chain conveyors
These machines represent a valid solution for the horizontal, inclined or vertical transport of loose materials, especially in case of particular use conditions or characteristics of the transported material (abrasiveness, temperature…). The available range on the market includes conveyors with central or double chain, with driving element consisting of calibrated ring-chains (for double-chain extractors and cleaning chains) or with forged chain links of fork type and pins (for conveyors with central or double chain). There are also central-chain conveyors with fork-links and pins. The chain of these conveyors is made of steel alloy formed links, casehardened and hardened. On the links are welded some “V”-shaped link studs that allow achieving, in operation, a better chain centring. Link studs are inclined by some degrees with regard to the transport direction, to avoid eventual accumulations of material on the bottom of the conveyor. This machine type allows the implementation of transport solutions that provide for the simultaneous presence of both horizontal and vertical sections. Double-chain conveyors can reach the size of 55”. For this type of machine, they adopt chains with forged links, made of steel alloy and surface-hardened through casehardening and hardening treatment. Unlike single-chain conveyors, link studs are fixed to the chain links by special pins. Chains slide on anti-wear guides bolted on the conveyor’s sides.
Elevators
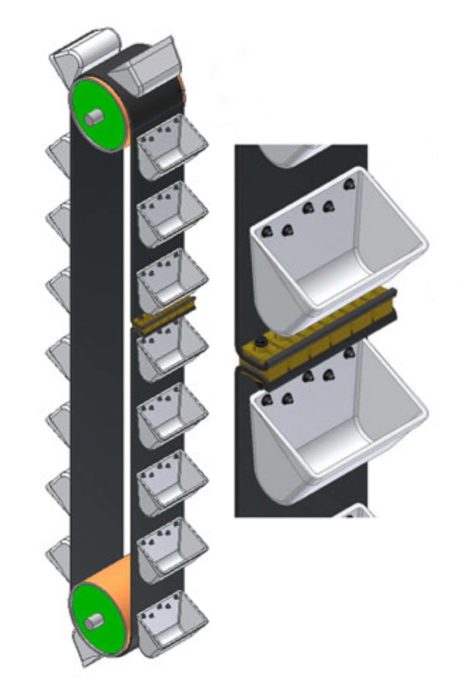
This variety of conveyors allows satisfying at best all requirement types, choosing the elevator type according to the specific transport characteristics (capacity, material typology, service needs …). Double-chain elevators have smooth or toothed wheels, for use in heavy-duty conditions. The elements of wheels in contact with chains are made of anti-wear steel and bolted to the central hub, easily replaceable. Slow elevators with central unload are used in the cases when it is necessary to avoid the degradation of fragile materials. In higher elevators, which work in highly challenging conditions, with high speeds and very big capacities, the driving element can consist in a single chain. This system is particularly advantageous because the special design of the chain notably reduces its wear, by using rotating pins. Besides, the use of a single drive element assures a perfect alignment of buckets in whatever condition. This kind of bucket elevators works at a speed of about 0.6m/s and represents the appropriate solution for the high-capacity handling of products of which it is mandatory to avoid the degradation and for highly abrasive materials. The continuous unloading system, where the rear of each bucket acts as unloading slide for the successive bucket, assures a constant flow of material and a drastically reduced dust generation. Belt elevators are used to handle small-size materials on big heights. In these machines, the driving element consists in a belt with Nylon-Polyester casing with rubber coating; a version with steel-cable casing is also used for elevators whose belt is particularly stressed.
Screw conveyors

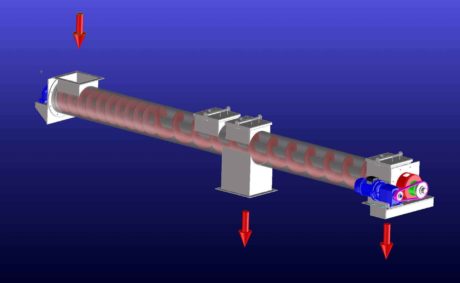
They are often used inside plants because, being completely closed, they allow performing a transport without dust emission; besides, due to the low number of installed components, these machines need minimum maintenance. The screw conveyor range includes all kinds of uses, from the most common channel or tubed conveyors, to extraction, dispensing and mixing screws, where process requirements match transport ones. All head supports are dust-proof, with suitable bearings for withstanding both radial and axial loads; on longer conveyors, where possible, are mounted intermediate supports, which avoid the shaft bending caused by weight. Hot materials, like ashes, must be often cooled before being unloaded or transported to the successive process phases. If the chemical-physical conditions of the product allow it, it is possible to implement water-cooled screw conveyors that allow the material to reach the demanded temperatures when unloaded. Screw conveyors are used in some processes to mix different products one another during the transport phase. In case of very fine products, like concrete and ashes, vertical screws are a valid alternative to bucket elevators for the material lifting. Vertical transport screw conveyors reach 20m of height and a capacity of 500 tons per hour. Humidifying screw conveyors are one of the most suitable machines for restoring or increasing the humidity degree in loose materials. The accurate design of the system of spraying nozzles, together with the mixing properties of the screw conveyor, allow performing the operation easily. Moreover, the tightness features of the conveyor and the appropriate selection of the construction material make the machine safe and durable. The transport of sticky materials, such as sludge, require “self-cleaning” transport solutions, like shaft-free transport screw conveyors. In this machine type, a spiral directly supported by the conveyor’s bottom, provides for the material handling. In several situations, the bottom of stocking silos and receiving hoppers must be equipped with multi-screw extractors. This application allows extracting difficult materials while avoiding “bridge” troubles. The intrinsic characteristics of screw conveyors make them the ideal machine for dosing products continuously inside a manufacturing process. Driven by inverters, screw dosing systems transport the material in controlled manner.
Plate and fluidized conveyors
The operation principle of plate conveyors provides for the use of a double driving chain where are bolted steel plates that form the mobile surface supporting and transporting the material. The capacity, the size and the temperature of the transported material, as well as the inclination of the conveyor itself, determine the characteristics of the plates of the single machine. Therefore, they are machines that, even using the same operation principle from the structural point of view, can be substantially different one another. Plate conveyors are manufactured for several industrial sectors, including in their production range both medium-light machines generally used for the transport of scraps or wastes, and heavy-duty conveyors and extractors exploited in the concrete, iron and steel industry. Finally, fluidized conveyors are transport elements that are part of a systems. The production includes also accessories and related components: drum valves, tightened shutters and fluidized deviators.




{kind=link}