
The attainment of the best efficiency of an electric motor involves several aspects. Among them, also the choice of the materials constituting the core, from the magnetic lamination to the stator pack. Today member of Rina Group, CSM (Centro Sviluppo Materiali) actively operates in the development and in the technological evolution transfer in the strategic sector of materials and related engineering, production and application technologies.
No matter whether intended for a small or big household appliance, or used to drive hybrid and/or electrical cars or, moreover, applied in industrial ambits, the electric motor goes on confirming an unprecedented global growth trend. Component manufacturers, producers and end users focus on this faster and faster diffusion, orienting their commitment not only to the reduction of costs but also to the optimization of performances and to the pursuit of the highest efficiency. A challenge that directly involves also the materials that constitute the core of electric cars, from the magnetic lamination to the stator pack. We talked about that with Mr. Stefano Fortunati, Senior Technical Manager, Stainless Steel & Electrical Steel Metallurgy and manager of the Research Unit of CSM Terni, with specific focus on the “white good” and automotive sectors.
«For several years now – explains Mr. Fortunati – efficiency has represented a key development factor, also to comply with the regulations provided on national and international scale. For this reason, the household appliance and automotive fields, as well as others, have paid ever-rising attention to the high efficiency of electric motors for a long time».
Approach, the latter, that has motivated and determined a production shift towards higher and higher quality classes.
«Including – underlines Mr. Fortunati – the producers of magnetic laminations used for the implementation of electric motor cores».

A context that highlights, compared to the past, a decrease of the demand for less valuable raw materials (classes with very low percentage values of Silicon or similar) and of “high” thicknesses (even 0.65 mm). The current trend is preferring, also in the “white goods” world, lamination thicknesses included between 0.5 and 0.35 mm, and steels characterized by a higher Silicon content.
«Important aspect – underlines Mr. Fortunati – is also the higher care and the control of the crystalline microstructure, besides the choice and the selection of increasingly clean/pure steels, i.e. free from second non-metal phases».
Actually, in fact, a low level of internal cleaning and purity, combined with a distribution of defects and second phases, increases the likelihood of constraints to the movement of magnetic domains during the magnetization. This implies a rise of losses and, therefore, an efficiency decrease.
The added-value of the magnetic permeability
«The demand coming from the market – adds Mr. Fortunati – consists then in the availability of raw materials with improved characteristics, precisely to enhance efficiency. It is undoubted that, from the point of view of the material research, this aspect represents a “driving force”. However, it is not sufficient for the attainment of the targets».
It is relevant also the aspect of design and engineering change the electric motor is living. From a more general point of view, in the past the only (or anyway the main) key design parameter was represented by magnetic losses, by power losses.
«The progress and the design evolution – explains Mr. Fortunati – have led in time to recognize a higher value to the parameter of the material magnetic permeability. Material that, for applications on rotary machines, must assure an easy magnetization in isotropic manner in all directions of the plan of laminations constituting the ferromagnetic core».
Concerning this, from the point of view of the material crystallography, it is necessary to grant that the (crystallographic) directions of easy magnetization are homogeneously distributed in the plan. Relying on improved crystalline texture means enhancing the magnetic permeability to achieve higher applicative efficiency. Given that and knowing that magnetic losses, heating and power losses occur in the core magnetization, it is important also to evaluate the necessary current intensity. Succeeding in magnetizing the conductive material optimally allows using a lower quantity of it.

 «Moreover, also less – adds Mr. Fortunati – is the current that passes inside windings. This means reducing losses. An approach that considers not only the magnetic lamination, i.e. the ferromagnetic material inside the core and its behaviour. But also how much conductive material and the necessary current intensity to achieve the expected result».
«Moreover, also less – adds Mr. Fortunati – is the current that passes inside windings. This means reducing losses. An approach that considers not only the magnetic lamination, i.e. the ferromagnetic material inside the core and its behaviour. But also how much conductive material and the necessary current intensity to achieve the expected result».
A sign that shows and highlights the great liveliness that is permeating the design of electric motors. Of whatever typology they are (induction, synchronous, asynchronous, reluctance motors and so on).
A further guideline in the general development of motors, for both the household appliance sector, the automotive and industry in general is oriented towards the research of thinner and thinner materials. Worth considering, then, the material resistivity element, faced choosing materials prevailingly beneficiated with Silicon but also with Aluminium or Manganese.
With a limit, because increasing the widely used Silicon with values exceeding 3.5%, the material becomes too fragile, making their industrial manufacturing and their use very critical. Then, a further strategy consisted in orienting the research towards the improvement of the material surface quality and of its cleaning.
«Differentiating elements – underlines Mr. Fortunati – that however lead to a sort of selection among the steel mills that today can grant the production in conformity with these requisites».
The best compromise between thickness and purity
Thickness and electric resistivity (due to the content of Silicon, Aluminium and Manganese) represent determinant factors in automotive ambit, because the law that rules magnetic losses includes the frequency multiplier factor. In other words, in alternate field, their contribution becomes very important in industrial and/or domestic ambit.
«Even more determinant – underlines Mr. Fortunati – in the automotive industry, where they usually deal with variable frequencies and high frequencies, with a reference factor for the lamination characterization that reaches 400 Hz».
We should consider that the best attainable materials by a conventional chain feature magnetic losses (measured at an operation induction of 1.5 Tesla – 50 Hz, with reference thickness of 0.35 mm) with values around 2 W/kg. Referring instead to the characterization of similar materials, optimized for automotive applications (measured at 400 Hz), such value notably increases, up to 14-15 W/kg.
Therefore, the general trend is demanding and finding better and better solutions in terms of losses and crystalline textures, to improve their polarizability, i.e. the magnetic permeability. Dominant factor, the latter, to obtain a higher power density.
As already underlined, all seem oriented towards increasingly thin materials but marked out by worse mechanical properties, then with a potential more difficult applicability in some ambits. The other aspect and conflicting factor is represented by the percentage of elements that increase the electric resistivity (first of all Silicon) contained in the material.
«If on one hand – explains Mr. Fortunati – they prefer materials with high alloy content to improve losses, on the other hand this intrinsically hinders the opportunity of increasing the magnetic permeability».
Today, then, it seems that research has chosen orienting the development of products with improved texture, possibly limiting the alloy content to grant a better magnetic permeability. And, meanwhile, acting on other awarding aspects to improve losses, such as steel cleaning, thickness and surface quality.
«An improvement model, the latter, – notices Mr. Fortunati – more difficult to seize but leading in the future to products with better usability, for those working now at new motor projects and for the more and more challenging market requirements. Without forgetting that the trend towards the “ultra-thin” is not always positively judged by the manufacturers of cores and stator packs, owing to the sometimes critical necessary machining and more complex processes to be managed».
A glance at future trends
The current trend seems then to pursue the research of increasingly thin materials but we should consider right now the possible complications. It is then necessary to operate in parallel, for instance from the process point of view.
«Displacing for instance blanking – adds Mr. Fortunati – from mechanical systems towards solutions that adopt laser technologies, less affected by the thickness effect and that grant a minor degradation of the magnetic behaviour around the blanking/cutting areas. Meanwhile, we should imagine the manufacturing of super-thin laminations with a multilayer technology that can decrease the magnetic loss while facilitating their use».
Another element, anyway known for a long time, but really driving towards the smart use of these materials for applications such as household appliances but, especially in automotive ambit (where sizes and weights play a determinant role) is the stress control. When they design a motor, they tend in fact to obtain the best performances through the choice of the number of poles, number of teeth and so on, thus manufacturing a blank to implement the stator pack, even complex (with several cuts, slots and so on), compact and with very small sizes.
«Material – adds Mr. Fortunati – that must be produced at the best possible state, without internal residual mechanical stresses that negatively influence the magnetic behaviour. It is clear that the blanking operation and, more in general, assembling processes, generate mechanical stresses and residual deformations and, actually, they deteriorate the material, with effects that become serious proportionally to the high magnetic quality of the starting material».
The manufacturers of electric machine cores can face this aspect exploiting a stress-relieving annealing, to be carried out after the implementation of the stator pack, compacted and provided with windings.
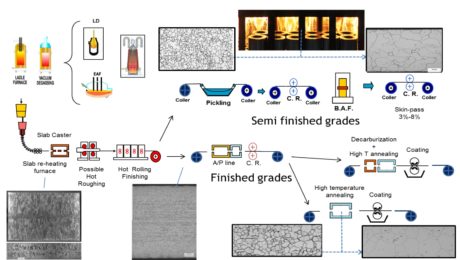
«This process phase – explains Mr. Fortunati – is prerogative only of some companies that, instead of treating non-oriented grain material called “fully-finished”, use “semi-finished” materials. In other words, materials manufactured at lower costs and typically with relatively low percentages of Silicon, supplied not in a finished state but annealed, not decarburized and further cold-rolled, with a very low deformation level. The successive static annealing of the assembled core carried out by the user is calibrated to complete the material purification and to obtain the desired crystalline microstructure».
The analysis of this type of structure, as delivered by the steel producer, shows initial very bad magnetic specifications. Nevertheless, the stator pack producer improves the intrinsic properties through annealing (performed according to particular treatments and parameters provided for by law), which transforms the inner structure and solves the problem of residual stresses, induced by cuts and assembling operations. A process, the latter, that facilitates a calculated metallurgic process and recovers optimal magnetic characteristics. These are the peculiarities that identify “semi-finished” materials, spread especially by geographical areas. Concerning this, Japan and United States have registered their broad diffusion for some time now, unlike what is happening in Europe. We are referring to materials that, even if considered of not excellent qualitative level, combine the advantage of a lower Silicon percentage (then better magnetic permeability), with the plus of lower cost and the solution of the criticality dictated by blanking.
«I believe that this represents an interesting field of research and development – ends Mr. Fortunati – still according to the logic of finding the best and optimal compromise able to satisfy the entire manufacturing chain, from the producer of raw materials to the motor manufacturer».
Research and development activity where CSM (Centro Sviluppo Materiali) represents a qualified partner on a domestic and international scale, supporting constant innovation, process and product improvement and the attainment of higher and higher qualitative targets.
Experience and innovation at the service of materials
CSM (Centro Sviluppo Materiali) was established in 1963 as research centre of IRI in the steel industry. Today it represents the most important Italian private reality of RINA Group in the ambit of the innovation and improvement of product and process. A structure whose mission consists in developing and transferring, in industry and market at world level, the technological innovation in the strategic sector of materials and relative design, production and application technologies.
The innovation skills of CSM are based on the know-how gained in fifty years of industrial projects in metal and ceramic materials and in the integration of enabling technologies. Internet of Things, Additive Manufacturing, Big Data and Data Analytics, Augmented Reality, Collaborative Robotics and Digital Twins are some of the key words of the new context. The Centre can claim a long experience in these issues, achieved through innovation projects in the sector of materials, developed in collaboration with manufacturing companies of primary importance on a world scale.
Today CSM operates for the steel manufacturing industry and for diversified fields, such as oil and gas, aerospace, special materials and products, engineering and plant engineering, environment and energy. A strict collaboration with big, medium and small businesses, both engineering, manufacturing and service providers. All project phases, including simulations, preparations and analysis of samples and mock-ups, as well as all testing steps, take place in its own structures. Acknowledged as important pole of the European research and innovation network, CSM has always maintained a strong relation with steel partners at international level, too.



{kind=link}