
Paolo Stefanini –
Positive-displacement pumps are used in various fields of industry. Those generally found in the majority of hydraulic circuits are subdivided into two big typologies: rotary pumps and reciprocating piston pumps. In this article we are going to treat the first ones, generally more diffused thanks to their structural simplicity, cheapness and reliability.
Rotary pumps base their operation on the passage of a fluid through a meatus or gap, that’s to say a millimetric or micrometric hollow space, which separates the surfaces of two bodies in relative motion, filled with lubricant that avoids friction. It is mechanically carried out through the use of couples of gears or screws or by exploiting the spaces generated by mobile vanes. Reciprocating piston pumps exploit instead the standard movement of pistons in cylinders and can have both radial and axial structures.
Characteristics of rotary pumps
In this article we are considering the more common rotary pumps with external gears. There are actually also pumps with internal gears, which give the possibility of providing higher performance and efficiencies than those with external gears but have a higher cost, owing to a more refined construction level; they constitute a valid alternative when we need bigger flow rates and pressures, coupled with a low sound level.
Going back to the typology with external gears and constant displacement, they are appreciated for their simple and sturdy structure, synonym of reliability, and they have therefore a notable diffusion because they couple their good reliability with very low cost.
To obtain a good efficiency of positive-displacement pumps, it is advisable that they are used at not high operation pressures: in the adoption of these components it is opportune to bear the “noise” factor in mind, which is strictly connected with sizes (flow rate).
Operation of rotary pumps
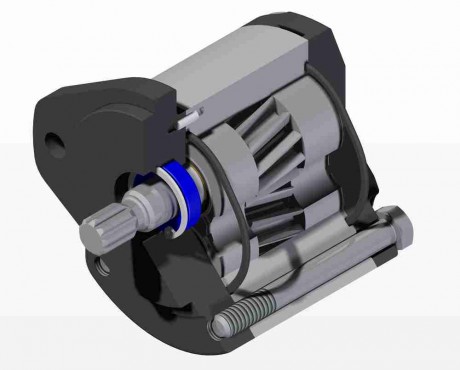
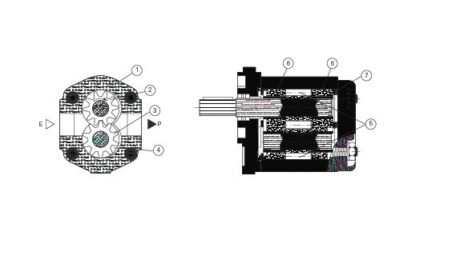
The primary gear wheel (2) rotates in the sense indicated by the arrow (see figure 2), dragging the secondary gear wheel (3), in opposite rotation sense. Due to the rotation, the toothing spaces are freed: the consequent depression that is generated and the action of the atmospheric pressure make the fluid flow in the E suction chamber. The fluid fills the tooth spaces and, flowing along the outer part, is pushed towards the P outlet, the so-called delivery: for a good efficiency of positive-displacement pumps, it is necessary to keep the lateral coupling clearance under control (shim adjustment to a given clearance on the sides) between gears (5) and seals, the fifth wheels (6). Besides, this type of pumps is provided with hydrostatic support and balance bearings through disks (7), which pushed by the system pressure, press on the gear sides. Thanks to this phenomenon, the coupling clearance is adapted to the pressure and, consequently, the efficiency of the external gear pump is almost independent from the operation pressure.
Troubleshooting
As underlined at the beginning of this article, the pump constitutes the core of each hydraulic plant and therefore it is essential to know its failure modalities, the possible causes and the most effective remedies. We are hereafter reporting a list of the most frequent anomalies, to which it is advisable to pay utmost attention.
A. Presence of air in the circuit, emulsified oil, formation of foam in the tank
Too low oil level in the tank, the suction pipe not sufficiently immersed makes the pump simultaneously suck oil and air.
Bubbles or cracks in the intake pipe or pump oil seal broken or defective, permitting the entry of air into the plant.
B. The pump does not supply any oil
Pump not primed.
Wrong rotation sense.
Suction filter clogged.
Too low oil level.
Too viscous oil.
Pump shaft or dragging joint broken.
C. The pump does not provide the requested pressure
The pump does not supply any oil
Pressure relief valve not correctly regulated.
Defective pressure relief valve (it remains open and leaks).
Worn-out pump.
D. Noisy pump and motor
Presence of air in the circuit.
Excessive oil viscosity (it creates cavitation phenomena in suction).
Alignment defect of the pump-motor dragging.
Wear of the motor-pump dragging joint.
Pump or motor worn-out.
E. Oil overheating
The pump is worn-out and allows internal leakages.
Operation of the pump at a too high pressure compared to the calibration of the pressure relief valve (the pressure relief valve leaks internally).
Excessive leakages of the distributor or of the motor.
Insufficient cooling
Insufficient capacity of heat dispersion of the system (it needs the installation of an exchanger).
Excessive oil viscosity.
Operation of the hydraulic motor at too high continuous pressure compared to the calibration of the pressure relief valve.
F. Leaks from seals
Contaminated oil (abrasive substances in the oil).
Contaminated oil (chips or other extraneous substances in the oil).
Excessive working pressure.
Alignment defect, defective couplings.
G. The pump overcharges the drive motor
Speed exceeding the specified one.
Excessive pressure value.
Delivery pipes clogged.
Motor with unsuitable characteristics for those requested by pressure and flow rate.
H. Noise in the distributor
Worn-out cursor.
Excessive flow rate.
I. Insufficient speed
Insufficient delivery (pump or motor with scarce efficiency).
Lack of pressure.
Worn-out motor and high drainages.
L. Irregular pressure and flow rate
Defective or badly calibrated flow rate regulator.
Air in the circuit.
Signal of insufficient piloting (too long piloting line).
Empty accumulators.
Stick-slip.
Instability of the pressure relief valve introduced into the circuit or on board of the distributor.
Ordinary maintenance
An ordinary maintenance programme must report the preventive periodical interventions that are suggested to grant the operation reliability.
We suggest scheduling a periodical control, with six-monthly frequency, of the general operation of the pump, paying particular attention to oil leakage phenomena (dripping) and noise: as above indicated, leakages can be caused by the action of the fluid contaminated by abrasive substances, therefore it is important to assure and to control the correct oil filtering.
It is necessary to control the pressure values in the most demanding working phases, in comparison with the plate values indicated by the manufacturer.
A further essential parameter, indicator of the pump health state, is the efficiency: it is considered normal if equal to 95% or anyway exceeding 90%. If it approaches values equal to, or lower than, 80%, it means that the pump drains excessively or sensibly heats, owing to sealing problems.



{kind=link}
this post is very helpful about rotary gear pumps
Dear Sir,
we are glad you are satisfied with the technical content of our magazine.
We would be happy to receive and publish contributions from Anivarya Pumps too.
Do not exhitate to contact us for editorial any co-operation.
Best regards
Anna Bonanomi
editor
CAN HYDRAULIC PISTON PUMP SUCK THE OIL IF RUNNING ON TOP OF THE TANK. WE HAVE OBSERVED SOUND IN NO LOAD RUNNING CONTINUOUSLY AND IN LOADED CONDITION PUMP MAKES EXCESSIVE NOISE. IS IT POSSIBLE DUE TO PUMP RUNNING AS A NON POSITIVE SUCTION PRINCIPLE.
Thanks
Abhishek Khanna
Sir, i need your help in order to as what is called the valve that is employed at swash plate of piston pump and how it gets signal???
why the hydarulic pump is two siow