
Frank White –
The construction of mechanical parts, even simple ones, sometimes involves difficult problems that require, for their resolution, lengthy times or the use of special machines. The purpose of this article is to describe a system that can successfully help to resolve such problems.

The typical case at issue is the manufacturing of blind hole keyways, splined interiors, or PTOs.
In such circumstances, either you have a broaching or a slotting machine or you must send the semi-finished product to another company with all the consequent problems in terms of waste of time, loss of quality control and increased costs.
Even if you have adequate machinery in place, there are always the difficulties related to the exact positioning of the work piece and the long processing times.
The Italian firm F.P. Officina Meccanicadesigned and patented a system consisting essentially of a special tool-holder, more specifically an insert-holder, and a number of inserts that can be used on numerical control machines such as CNC lathes, CNC machining centers, slotting machines, etc.
This system is called “Rev Broaching Tool” and allows performing the above works directly on the numerical control machines, which perform the afore-mentioned operations (turning, drilling, milling, etc.) without removing the work piece from the machine itself, with clear advantages in terms of machining times and accuracy.
Actually, as it will be seen later, rather than broaching it would be better to refer to this process as necking. It differs from classical necking only in that the strokes are horizontal on lathes, while if this system is applied on a milling machine or a machining center with a vertical axis, then this operation becomes essentially a necking.
However, several operations can be performed only through necking, therefore only with the system designed by F.P, such as all blind hole keyways, splined interiors or gear teeth.
The typical insert-holder spindle is the one shown in picture 1. The eccentric bushing is needed only if the CNC lathe does not have a Y-axis. In such case, the fitting is performed by properly maneuvering the eccentric bushing. On the other hand, if the lathe is provided with Y-axis, the eccentric bushing is not mounted and the CNC functions are used for fitting.
The insert-holder is made of hardened steel and tempered with the insert housing adjusted, with a hardness of HRC 58.
Using this tool is quite easy due to its extreme simplicity of assembly and it can be used for the production of both small and large batches.
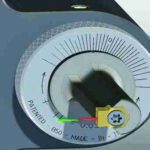
For machines not equipped with spindle aligning function, you can use a simple accessory as the one shown in picture 2.

This is a calibrated bar on which to slide a centesimal dial gauge (or a millesimal dial gauge if a higher degree of accuracy is required) which is mounted in place of the insert.
After centering, it is removed and the insert is mounted.
Among the various applications, a square drive spindle can be used on slotting or sharpening machines; this adapter allows working the bore in four different positions oriented at 90 degrees from each other (pict. 3).
When the CNC lathe does not have a Y-axis, the eccentric bushing shown in picture No. 1 allows correcting the inevitable machining errors.
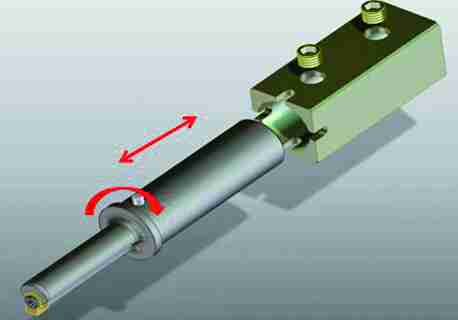
The bushing engraved a graduated scale on the front side, where each notch corresponds to a 0.03 mm displacement with a total field of regulation of ± 0,5 mm, more than enough to correct any error that may occur on CNC lathes.
The system shown in picture 4 is patented.
Spindles can be provided with a longitudinal hole for the supply of the cutting fluid under pressure, which is needed for cooling the cutting edge and facilitate the ejection of chips from the working area, which is particularly important if you are working on blind holes.
When you need to produce keyways of relevant size, it is better to split the operations in two stages: a roughing phase in which almost 50% of the material is removed and a finishing stage, when the desired size is obtained.
Thus, excessive stress on the tool can be avoided while improving precision (absence of inflections) and finishing.
The Rev Broaching Tool is a highly flexible system that allows obtaining a variety of internal profiles simply by changing the inserts. Using the split function available on CNC lathes, you can obtain square and hexagonal profiles as well as internal gear teeth.
Working conditions
Cutting speed, increase per stroke and duration of the cutting edge are basically related to the type of materials processed. Table 1 shows the working conditions for some types of materials.
| Table 1 – Working conditions for some types of materials | |||
| Material | Cutting speed (m/min) | Increase per stroke (mm) | Approximate cutting edge duration (meters cut) |
| Aluminum | 10 | 0,15 – 0,25 | 1500 |
| AVP (free-cutting leaded steel) | 8 | 0,10 – 0,15 | 400 |
| Cast iron | 6 | 0,10 – 0,20 | 300 |
| C40 Carbon steel | 6 | 0,05 – 0,12 | 200 |
| Quenched and tempered steel | 5 | 0,03 – 0,07 | 60 |
| Stainless steel | 5 | 0,03 – 0,05 | 50 |
Insert characteristics
The insert-holder spindles and standard inserts include various sizes and are in stock for immediate delivery.
The standard insert-holder spindle comes only with 25 and 32mm diameters, which are suitable to obtain keyways with widths ranging from 2 to 25 mm.
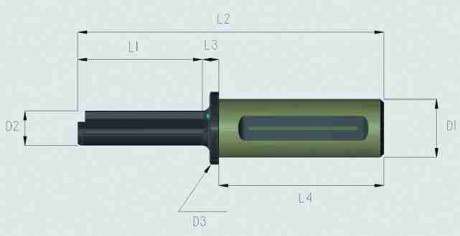
- Pict. 5 – Standard insert-holder spindle.
The spindle is made of hardened steel with insert housing tempered with a hardness of 58 – 60 HRC and almost all spindles are provided with 3.5 mm holes for the passage of the coolant.
Inserts are typically made of sintered TiN-coated high-speed steel. Compared to hard alloy, high-speed steel cutting edges have improved toughness, which guarantees better resistance to repeated shocks typical of this type of machining. Upon request, different kinds of coating can be provided for special works.
The particular shape of the inserts also allows performing 2 – 3 sharpening operations, thus drastically reducing the tool cost for each work piece.
The number of sharpening operations that can be performed depend mainly on the keyway tolerance, as the insert width is reduced after each sharpening due to the side remains and sooner or later you will reach a point below the minimum width that can be tolerated.
Sharpening must be properly performed on modern sharpening machines using the correct grain. In the event that sharpening is not correctly performed, the tool performance is significantly reduced, just like any other tool.
Furthermore, it is appropriate to cover the insert again after each sharpening operation.
The standard sizing of the inserts is designed so that inserts of 6 different sizes can be mounted on each insert-holder, thus improving the flexibility of the system. The upper rake (rake angle) should have an adequate value for the material to be processed.
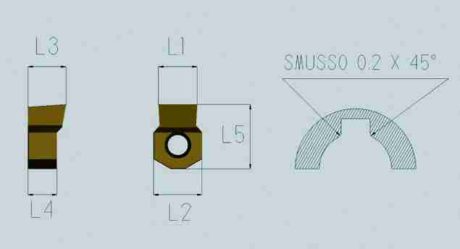
- Pict. 6 – Standard insert for the production of keyways.
As you can see in picture 6, which represents a standard insert for the production of keyways, edge beveling is performed simultaneously with boring, a detail always required by the drawings, in order to avoid the formation of burrs.
Standardization is provided only for inserts for the production of keyways, although F.P. can provide it also for the creation of other profiles upon specific request, including involute internal gears, as indicated in picture 7.

This system is suitable for the production of inserts with thickness from 1 mm to 50 mm and with any profile, as the company is equipped with CNC grinders to produce even complex shapes.
Below are 5 practical examples of works executed with the Rev Broaching Tool system with CNC lathes, which clearly illustrate the flexibility of this system and its reduced machining times.
This method is particularly suitable for companies that need to produce different kinds of parts also in large batches and without the need of using special machinery or equipment.
The mere fact of having in stock a number of broaches for keyways is a problem for many firms, both because of the fixed assets and the difficulty of sharpening and, occasionally, also securing their provisions. Simple inserts can considerably help reducing these problems.
Some interesting case studies
 Example No. 1
Example No. 1
Execution of keyway on a tapered bore. The development of the bore is not parallel to the axis of the work piece. This process is difficult when performed on traditional machines and tools, while it can be easily executed with the Rev Broaching Tool system (pict.8).
Example No. 2
Execution of 8.02 mm keyway on a gear for chains with Z=28. Generally, while executing the edges of the bore, the machine also performs the edge bevels 0,2 X 45° to eliminate the base, the insert being specifically shaped for this purpose.
With the system at issue, machine set-up times can be drastically reduced. In addition to this, once the symmetry of the first work piece is adjusted, all other pieces obtained will be identical for they are manufactured by the same machine, something difficult to achieve with a traditional broaching machine (pict.9).
 Example No. 3
Example No. 3
Execution of two 8.02 mm keyways at 90° on a 25 H7 bore of a gear for chains with Z=28.
Compared to traditional broaching machines, here there is no need to remove the piece for the second keyway. It is all set up on the CNC lathe or machining station (pict.10).
Example No. 4
Picture 11 shows a square bore was executed in a hub. This operation carried out with the Rev Broaching Tool system, besides being executed in a simple manner, because you only need to repeat the operation four times rotating the piece by 90°, results in a perfectly centered internal square, which is hard to obtain with traditional slotting. In fact, the execution of the square can be really difficult when carried out with the same machine performing the turning without removing the work piece.
Example No. 5
An involute internal gear with M = 2,5 mm and Z = 20 was obtained, also in this case without removing the piece from the machine performing the turning. The contour accuracy is around 0.01 mm while the precision on division depends on the machine used, but can easily be kept under 5 micrometers (pict.12).



{kind=link}
Dear sir:
I am sorry to trouble you,it’s my honourto know that you are presently on the market for parts , as a specialized manufacturer and exporter for tools in China,we sincerely hope to establish business relations with your esteemed corporation.
Our company set up in 1998,We have a first – class scientific research and has rich experience in production, management, marketing team.
1.We have more than 15 years of export experience to Europe market.
2. Advantage:Especially complex involute spline broach, we have professional knowledge and rich experience .
3.About the equipment,some of them from Germany and Japan, So our technology is leading.
4.Service. Quick delivery.It is so easy to do business with us from a small company, we can accept small MOQ,
6.We can accept bulk order,Our products are highest cost-effective And max value.let you beat your competitor in the market.
7.Customer. Our customer from Germany, Italy,France,Greece,Japan, and so on.
Welcome to communicate professional knowledge
If you are interested in our products.Please feel free to contact me any time.
.
Hoped we can have a chance to know more each other.
Thank you for your time.
2018-09-06
Regards
Cathy
HanzhongZhihai Precision Mechanism&Tool Co.,ltd
T:0086-916-2317597-812 F:0086-916-2315611
Website:www.zhjm.cn
Phone:86-18700605670
Skype:cathyliu01261
Dear Cathy Liu,
we are a Publishing House, specialized in Trade Press.
We are not producers or distributor of components and parts.
Kind regards
Anna Bonanomi
Editor