
Battery-electric mobile machines are good examples of where and how hydraulic-pump applications will evolve in the near future. The rapidly growing demands will have to be met with variable-speed drives. Originally designed and engineered for use with diesel engines, hydraulic pumps are high-performance components. However, they have some fundamental flaws that highlight a considerable need for improvement in the face of the new demands.
Technically mature and well-proven hydraulic pumps and motors work to their full potential in mobile machinery, traditionally in combination with diesel engines. They were invented for such applications, have been continuously improved over decades and are suitably efficient in this combination today. Having said that, these mature solutions are clearly reaching their limits in new applications involving electrification of the drive train, particularly where battery-powered machines are concerned. This is evident in almost all the application-critical factors: from starting behavior and installation envelope to noise level and efficiency.
Battery capacity is expensive and it therefore needs to be used efficiently, but the extent to which this can be achieved depends largely on the individual components in the system. Recent electrification projects clearly confirm the high efficiency of electric drives. The efficiency of hydraulic systems is lagging behind in comparison, and is not ideal for these applications. Using a simple, low-cost pump results in high power losses at the expense of the battery. Valuable battery capacity is needed just to make up for the power losses, and it is inevitably converted into useless heat.
Power loss pushes up costs and emissions
The efficiency of a hydraulic pump and its power loss affect costs and emissions, as shown by this example of a pump with a displacement of 80 cubic centimeters per revolution at an operating pressure of 250 bar:
Pump 80 cm³/rev at 250 bar, 1,500 rpm, η (pump) = 0.85, Ploss = 8.8 kW at the shaft
The power lost at the hydraulic pump must also be supplied by the electric motor, which means:
η (e-motor + inverter) = 0.92 –> power loss Ploss = 9.5 kW at the incoming electrical supply.
After a running time of 1,000 hours, this equals 9,500 kWh.
Using the German Environment Agency’s CO2 emissions factor for 2017, this gives an emission of 5,102 kg CO2 just to make up for the inherent losses resulting from inefficiencies in the motor/pump system.
In addition to the increased emissions, compensating for the power loss at the hydraulic pump will, of course, also have an impact on costs:
1,000 hrs @ 0.15 €/kWh = 1,425.00 €
High noise levels stand out in electrified systems
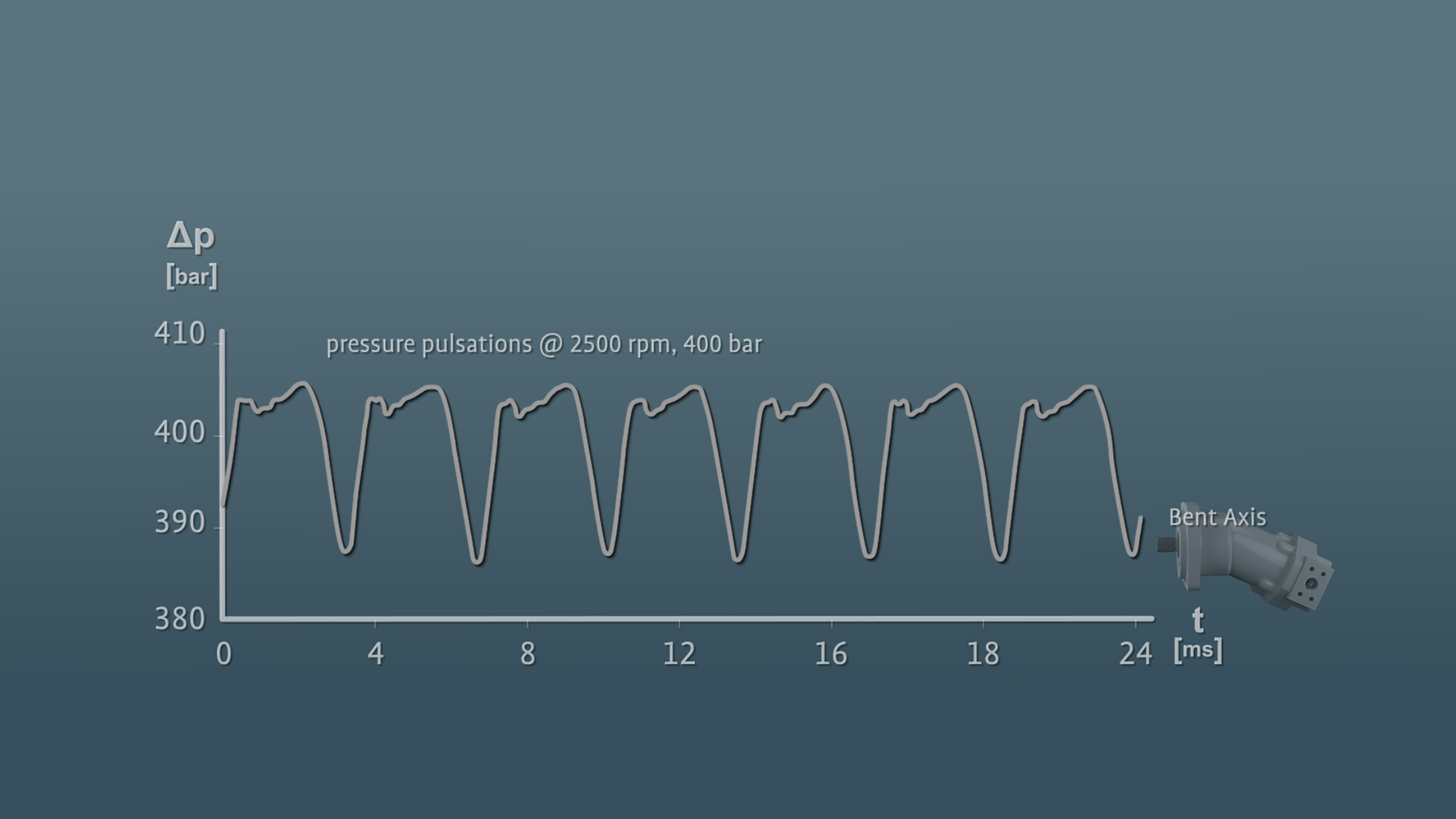
Due to their particular design, axial piston pumps generate a high level of noise. The pulsating displacement of the hydraulic fluid, and the related alternating and widely fluctuating internal pump forces, result in housing vibrations that ultimately end up as vibrations of the whole machine. This causes a high noise level in the application. Although sound insulation can be achieved with secondary measures, these are always associated with extra work, the need for a larger installation space, and additional costs. In the industrial engineering field this is sometimes unavoidable, but it is almost unthinkable in the mobile hydraulics sector due to the limited availability of space.
When hydraulic pumps are used with diesel engines as originally intended, the problems of physical pulsation are barely noticeable. This changes fundamentally in applications with quiet electric motors, where the characteristic loudness becomes prominent in an extremely disagreeable way and is completely rejected by end users. Instead, they demand the lowest possible noise emission over a wide range of speeds and pressures.
Speed and pressure as critical factors
‘Lowest possible’ also applies to low speeds, because at high pressures, and in order to prevent high wear due to mixed friction, variable-speed pumps must not fall below a certain minimum speed. This is particularly evident when positioning heavy loads, where only a low flow rate at high pressure will guarantee precision movements. In this case, the speed is an important criterion for the establishment of lubricating films. However, due to the minimum speed limit (not less than 1,000 rpm), the pump delivers too much oil and the excess has to be discharged via a bypass. At high pressure, this results in large losses. These losses also have to be made up for by the battery: some of its capacity is simply being converted into useless heat. Last but not least, the high pressure of 350 bar that is required in mobile machines cannot be attained with simple external gear pumps.
Energy losses when operating in motor mode
The situation is similarly critical when the pump is operating as a motor. At a time when energy efficiency is one of the most important issues, the overall efficiency of the hydraulic drive unit does not score highly due to its inadequate energy recovery. When recovering potential energy (e.g. a raised weight) and transferring it to the energy storage device, the losses are simply too high, which ultimately means that too little energy arrives back at the battery.
Problematic starting behavior of the motor
One of the negative features that make the use of hydraulic drives more challenging is the starting behavior of the hydraulic motors, especially those based on a swashplate design: the motor is initially subject to loads and static friction before it suddenly starts to move. This process presents difficulties in applications, and it has a damaging effect when, for example, a hoist winch is being used to jog-position an awkward load. In addition, operation at very low speeds is subjected to superimposed torque pulsations. This in turn can lead to oscillations in susceptible machines and thus make secondary measures necessary.
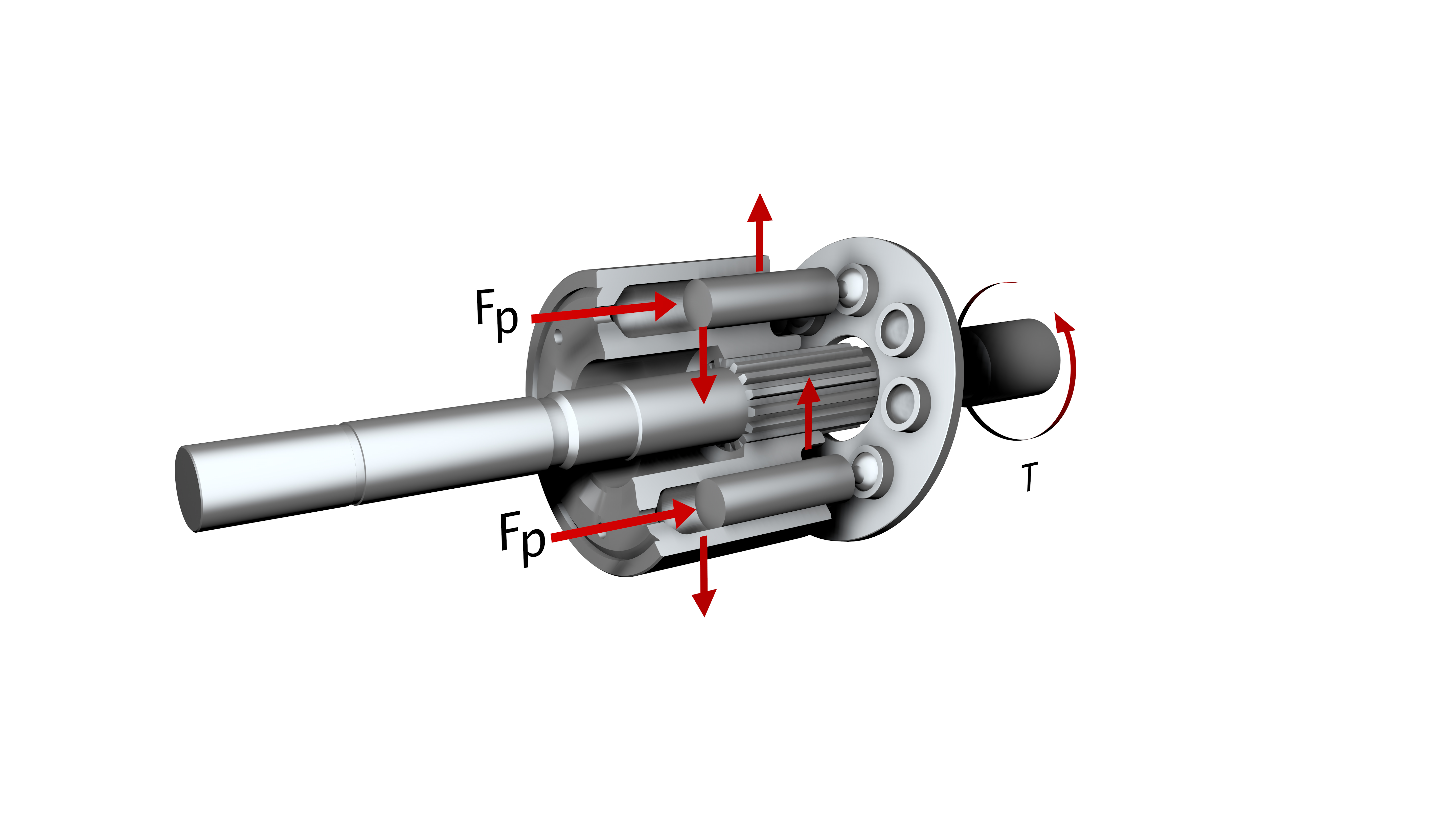
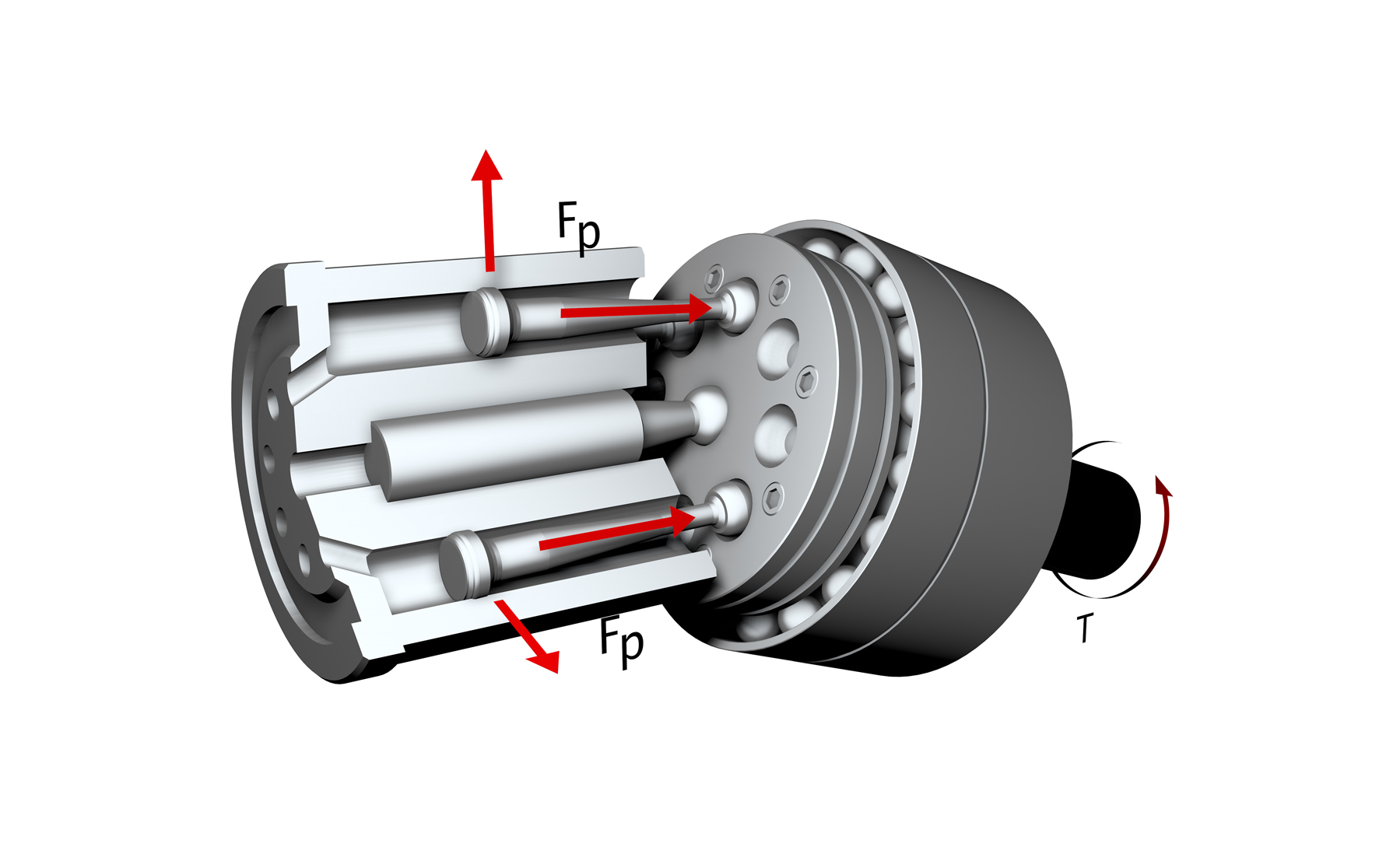
Last but not least, the substantial installation space that is needed is a drawback: the large, non-compensated forces in bent-axis motors can only be absorbed by extra-large ball or roller bearings. This increases the space required in the machine, so integration is less straightforward.
All in all, there is still an urgent need to improve hydraulic pumps and motors in terms of their efficiency, noise, installation envelope and variable speeds in order to meet the demands placed on mobile machinery, which – already high – will only increase in the future. For more information: www.bucherhydraulics.com



{kind=link}