

Know-how, competences and experience gained in almost 40 years of history make Faro Industriale an ideal partner for the study, the design and the manufacturing of products according to precise technical specifications. as in the case of a new performing bearing studied and implemented for the application on machine tools.
Headquartered at Calendasco, in the outskirts of Piacenza (Italy) Faro Industriale is specialized in the manufacturing of radial, axial and slewing bearings with outer diameter included between 20 mm minimum and 6,000 mm. maximum. A production capacity that allows a broad range of customers to take advantage of high-precision products fully designed and made upon precise specification. Due to an accurate service of support and technical consulting, besides the experience gained in almost 40 years of activity, the company represents the ideal solution for users and manufacturers that cannot find a solution to their technical issues among products normally available on the market.

«Users and manufacturers – points out the owner and managing director, Marino Bertoli – as well as customers, belonging to several sectors, among which stand out the iron and steel industry, railway, corrugated cardboard production machines, tubular stranding machines for the wire production and the handling sector. For the iron and steel industry, for instance, we develop bearings with multiple cylindrical roller crowns, i.e. multi-roll, also with drilled rollers, to be mainly used on the necks of rolling mills’ cylinders, simple-acting and multistage axial bearings, shells for universal joint spiders».
As central and successful is the diversified competitive machine tool sector, where Faro Industriale is protagonist with intense design and implementation activities of axial and radial bearings, with or without cage, for rotary tables that can be supplied in P5 or higher precision class. Precisely for this market segment, the company has developed a new large axial bearing.

The importance of raw material and design
«After an attentive in-depth analysis of the specific market segment of machine tools –Bertoli explains – we have decided to design and manufacture a new bearing characterized by very high rotation speed with regard to extremely big sizes. A diameter of almost 2,000 mm, precisely 1990 mm, is in fact involved».
Through the studies carried out by the entrusted staff, Faro Industriale has succeeded in identifying the best materials and, especially, treatments for single components, that is to say for slewing bearings and the cage.
«Concerning slewing bearings –Bertoli adds – the steel research has led us to choose 42CrMo4, according to the codification of the EN 10083-3 reference regulation, material that features characteristics of high hardenability, good resistance to heat, excellent forgeability and good machinability».
Its properties have been also enhanced by the special developed induction heat treatment, perfected by a specific machining cycle, quite articulated owing to big sizes but anyway able to obtain the expected results.
«For the cage production –Bertoli adds – according to our in-depth studies, the most suitable material was Ergal 7075, an aluminium alloy with peculiar excellent mechanical resistance combined with a very low specific weight».
The cage is further differentiated by a highly elaborate design, optimized to reduce as much as possible the contact areas between the cage itself and the shaft and the ones between the cage and rolling bodies.
Certified reliability and performances
In this sector, Faro implements also very high precision radial-axial bearings for which they have decided certifying some technical specificities at the test bench.
«A test bench –Bertoli underlines – that has been fully designed and manufactured by our in-house engineers and then opportunely customized; it allows offering an additional service to customers providing, besides standard origin, dimensional and geometrical certifications, also the minimum necessary torque to set the bearing in rotation».
After fixing the bearing under test on the measuring plate, so simulating the real assembly (tightening torque and number of screws), the operator can in fact choose by means of PLC panel the test torque, i.e. the starting torque value, the maximum one, the increment and the decrement rate. The system sets the inner ring in rotation through a stepper with reducer, keeping the machining torque controlled.
«On the outer ring –Bertoli confirms – is positioned a load cell that, collecting data up to 5,000 times a second, reads the torque value. Such values are registered on file and can be eventually visualized also on video and synthesized on a graphic report. In such way, it is possible to assess the stability of the bearing operation torque and to grant the latter is free from vibrations and/or noise. The same data registered by the load cell during the entire control cycle can be also enclosed, as certification, for each single bearing.
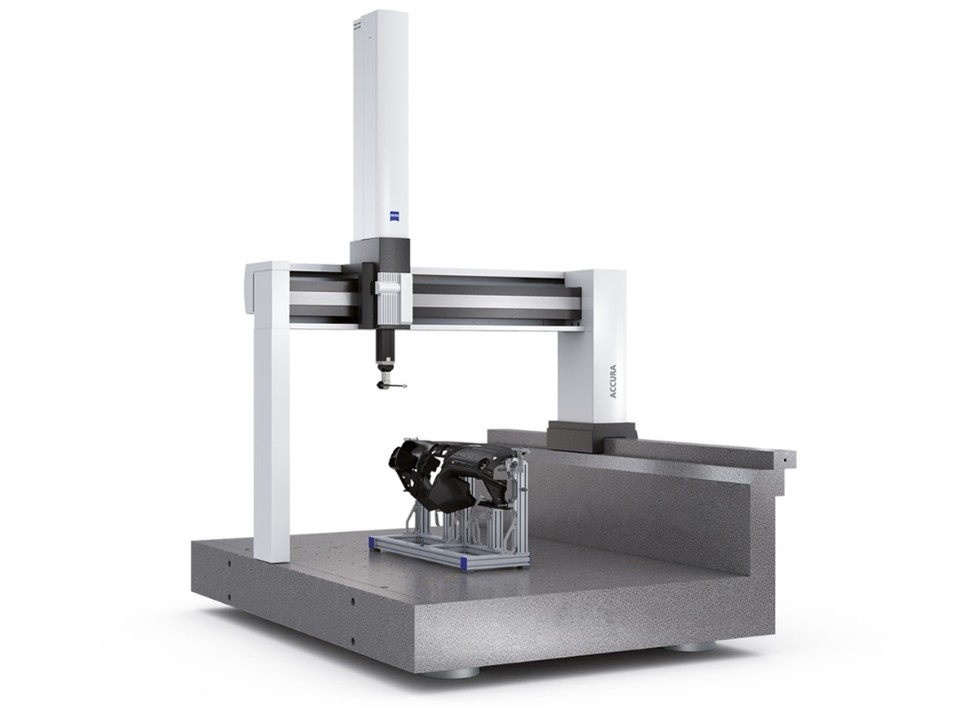
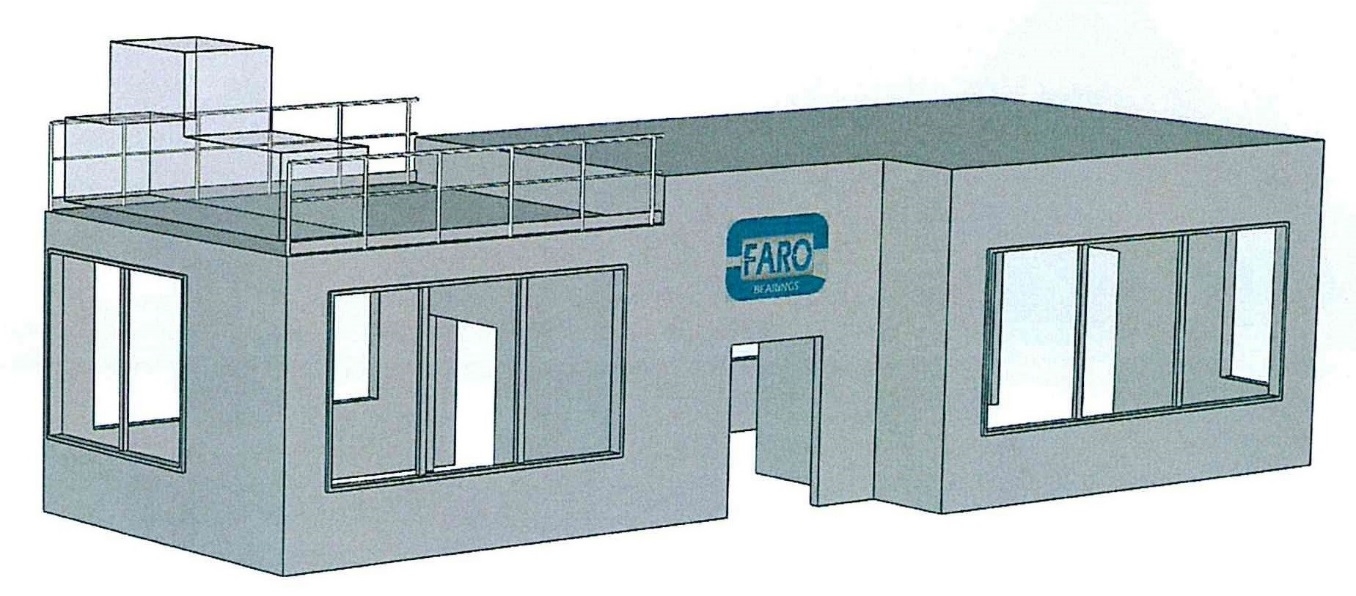
New metrological laboratory
Pursuing a constant improvement, Faro has decided buying 2 new Zeiss three-dimensional measuring machines. Such machines, with different characteristics, allow increasing the dimensional control capacity, reaching a diameter of 2,100 mm (Zeiss Accura 2000), and perfecting the shape control of particularly heavy bearings (Zeiss Prismo Ultra, 3D with rotary table, the first arrived in Italy). To achieve a better and better reliability in the measurements executed, measuring machines have been installed in 2 controlled-temperature chambers of class 1, separated by an acclimatization chamber.
The process and product quality has always represented a distinguishing trait for Faro. In this context, in 2017 the company obtained the ISO 9001:2015 certification, in addition to the environmental management one according to ISO 14000, already achieved in 2004 and then afterwards adapted in 2015.



{kind=link}