
PI BELT belts by Pizzirani are now available in the jointed version. The service provides for cutting and welding, at the length demanded by the customer, open extruded toothed belts, already available in rolls
The Italian company Pizzirani Srl, at Colle di Val d’Elsa, aims at growing, offering a new service to customers. For over 50 years, the Tuscan company has offered industrial technical items to the market and today it continues its development and specialization course, with its 30 employees, in addition to countless external collaborators.
Due to the investment in machines, specific technologies in this sector, the internal opportunely trained and now qualified team, we are ready to offer the market the possibility of supplying jointed polyurethane belts, customized according to customers’ specific demands.

Many industrial applications need the polyurethane belt for transport and handling, in manifold production line typologies; concerning them, the manufacturing process improvement through an optimized logistics is a sensible issue.
Pizzirani Srl goes even more into the detail in the belt world, confirming that PI BELT mark represents the company’s core.
Despite the complicated pandemic period, Pizzirani Srl stakes on the future, deciding to strengthen further its corporate organization to be ready to seize the new business opportunities offered by the market.
A jointed version to optimize the customer service
PI BELT Open End belts are now available in the jointed version. The service provides for cutting and welding, at the length demanded by the customer, open extruded toothed belts, already available in roll. PI BELT “Joined Timing Belts” are ideal for the transport technique.
Due to the resistance of the thermoplastic polyurethane, welded by melting at the junction point, these belts withstand a traction force by about 50% lower than a belt with continuous traction cables. Cables (made of steel) are interrupted in the connection point (fig. 1).
The junction process takes place in three phases
- Die cutting. The belt is cut, through the die integrated into the structure, already suitably shaped according to the belt pitch and with a “comb” shape that is useful to increase the contact surface for the successive re-vulcanization. The shearing operation occurs through a hydraulic device (fig. 2).
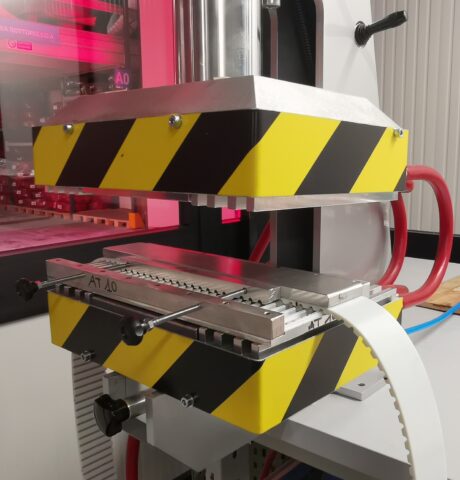
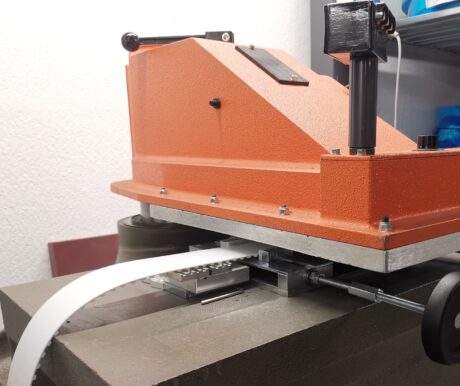
Fig. 4 – Machinery for the cooling phase - The two extremities of the belt are introduced into the proper die (it too already profiled according to the pitch and the shape of the belts most commonly demanded) and positioned inside the press, which exerts the force established by junction tables. The melting temperature and the vulcanization time are decided according to suitable criteria (fig. 3).
- The process ends with the cooling phase, with the aid of a water plant that surrounds the vulcanization zone. Everything occurs in fully automated manner by means of a control panel (fig. 4).



{kind=link}